事業案内BUSINESS
企業情報COMPANY
採用情報RECRUIT
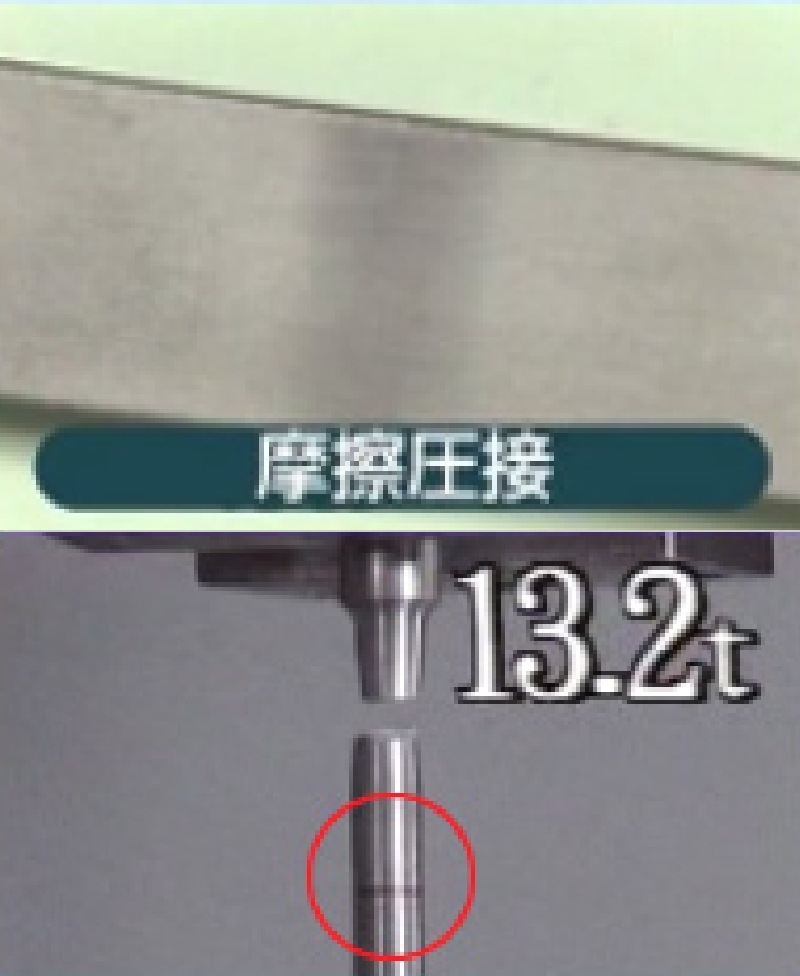
摩擦圧接で接合した部分は強度と精度が高いのが特徴です。二つのワークを完全に密着して熱で接合することで、金属接合の大敵である酸素を外に押し、高品質な接合を実現しております。
摩擦圧接材の引張強さは、母材よりも強くなり、圧接部ではなく、母材部分で破断しました。
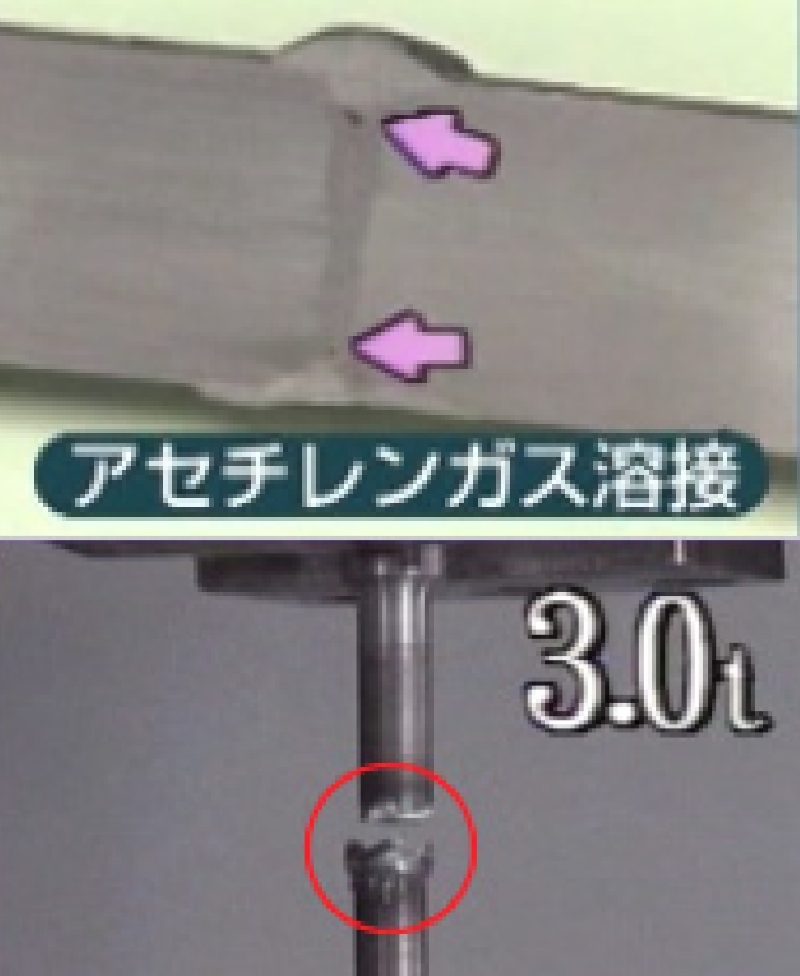
3.0tで破断
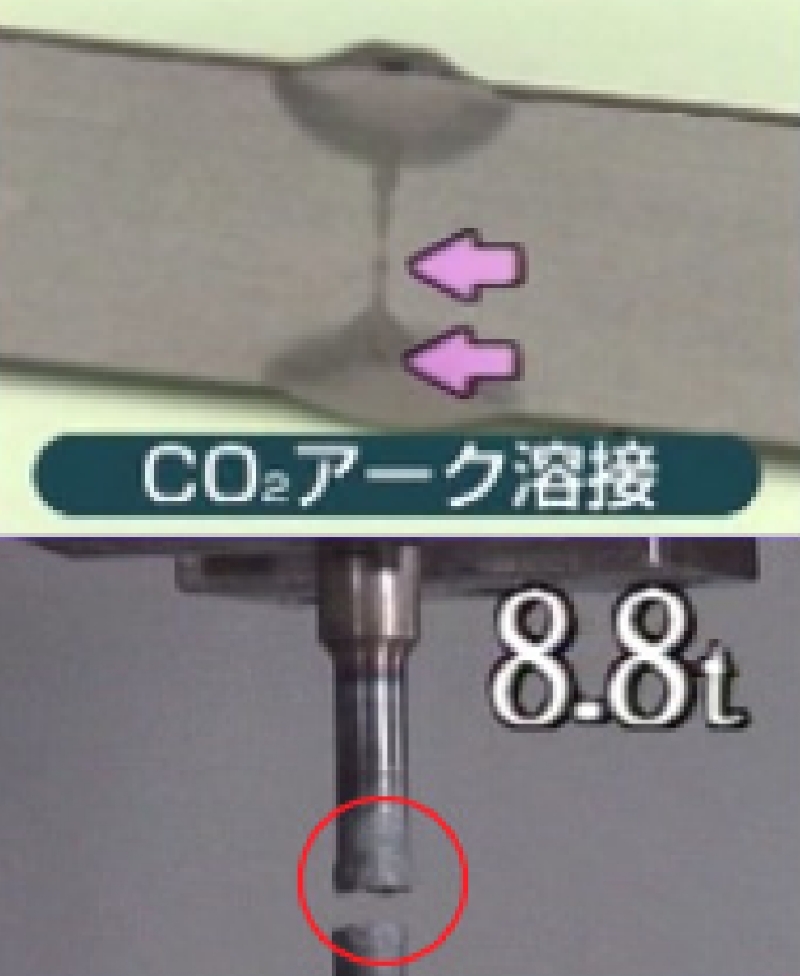
8.8tで破断
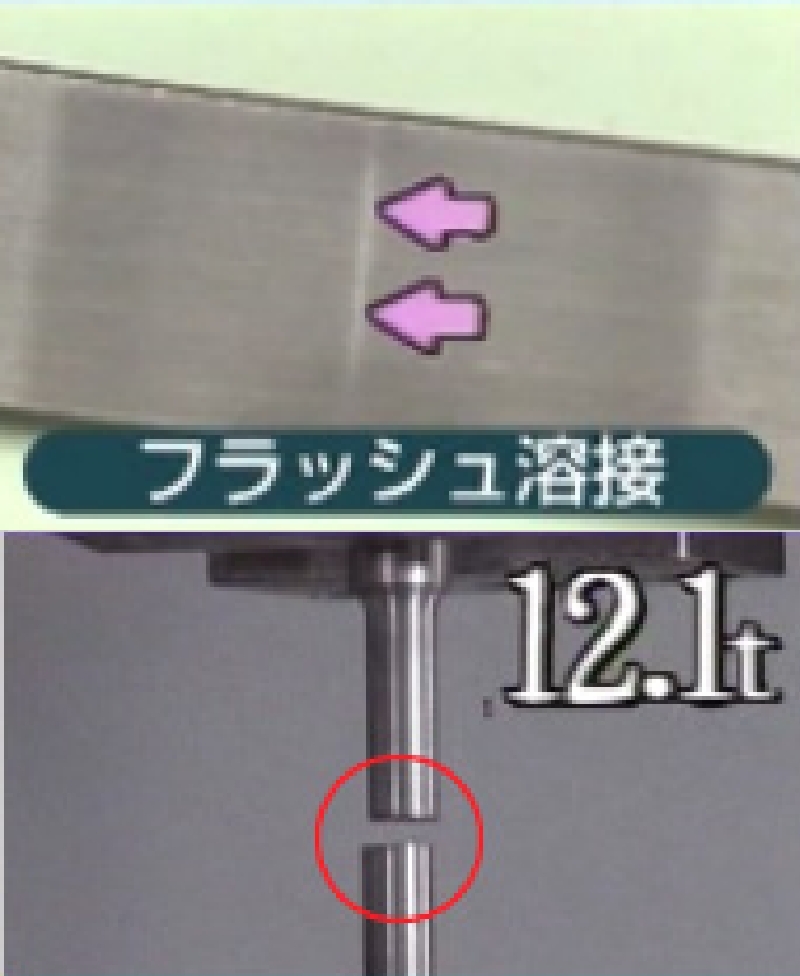
12.1tで破断
13.2tで母材部分破断
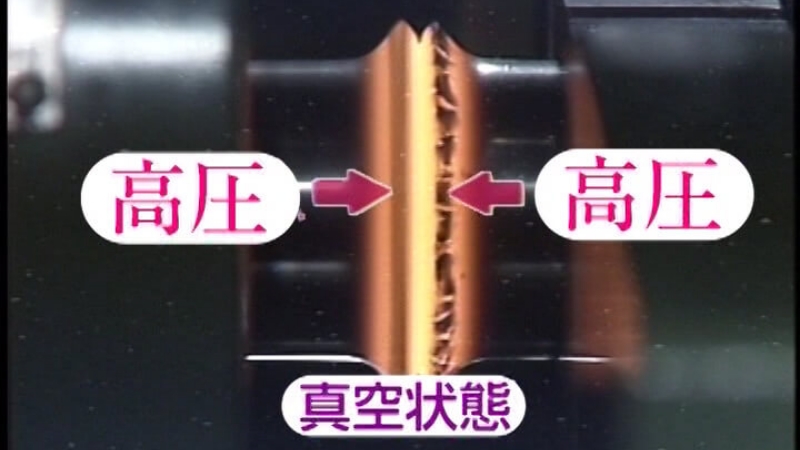
金属接合にとって、大気中の酸素は大敵です。接合部にブローホールやピンホールが残ると、曲げや引張りに対して強度が弱くなるうえ、錆が発生する原因になります。一般的な溶接では、中心部が接合できないことなどから、大気中の酸素が残ってしまいます。一方、摩擦圧接では、二つのワークを完全に密着して熱を発生させるため、大気のない宇宙空間で接合するのとほぼ同じ条件となり、接合面の汚れや、接合を阻害する酸化膜等の不純物をバリとして外へ押し出すため、常に高品質な製品を生みだすことができます。さらに、制御因子が物理量であるため、品質保証が容易に行えます。経験や熟練は必要ありません。
摩擦圧接材の疲労強度は、圧接のままで、若干上昇し、圧接後焼きならしを行えば母材と同じになります。
摩擦圧接部付近の硬さは、焼入性の良い材質の場合、上昇します。焼きならしを行えば、部材と同一の硬さになります。
摩擦圧接技術を導入する上で最も重要なポイントは品質管理です。制御因子が物理量であるため品質保証が容易に行えます。